水性工业漆

1 . 产品介绍
- 是用水来做稀释剂,区别于油性工业漆的一种新型环保涂料。水性工业漆的应用范围极为广泛,桥梁、钢构、船舶、机电、钢材等可处处见到其身影。因其节能、环保,不会对人体及环境造成伤害和污染,因而深受用户欢迎,是未来涂装行业发展的方向,也是油性漆的替代产品。
- 适用场景:广泛用于桥梁、钢构、船舶、机电、钢材、汽车、拖拉机、轻工、机械等部件的涂装
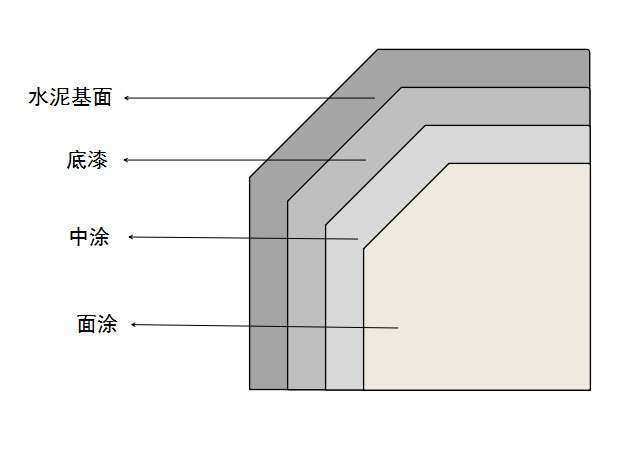
2. 典型组合(基层、底漆、面层)
- 底漆+中涂+面涂
3. 体系特点
- 具有优良的抗腐蚀性、耐化学品、耐酸碱的性能,附着力好丰满度高;
- 无异味、作业环境无污染、施工简便、涂装工具用清水清洗,低碳环保;
- 刷涂、辊涂、喷涂、浸涂都可
- 不燃、不爆易于存储与运输;
4. 施工工艺及流程
|
序号 |
流程 |
具体操作 |
1 |
预处理 |
根据不同涂装要求进行表面除锈等处理。 |
2 |
表面清理 |
水性工业涂料涂装前将工件表面的灰砂、焊渣、油污、浮锈及旧漆皮清除干净 |
3 |
喷涂 |
喷涂第二遍时,第一遍应干透,两遍至少间隔24小时,工业水性漆施工时,严禁与其他涂料及有机溶剂混合以防变质,水性工业漆涂装遍数两道;可采用浸涂、刷涂、喷涂方法施工。 |
4 |
干燥 |
施工后漆膜可自干,也可低温烘干,烘干时,室温下流平时间不少于15分钟,烘烤温度不低于60℃,烘烤时间不少于25分钟; |
5. 注意事项
- 涂装前工件要正确除锈,并确保表面干净无油污、杂质等;
- 涂装前应先将水性漆搅拌均匀,若粘度偏高,可加入适量清水,加水量不宜超过10%,应边添加边搅拌,保证漆液均匀;
- 如小出现流挂、稠度大、漆膜太厚等现象可用适当调整粘度;
- 为保证涂装效果。面漆使用前应过滤。
- 施工结束,所用器具应立即用清水冲洗,以防干固。
- 剩余漆应密闭保存,若有干皮影响使用,可在使用前用100目丝网过滤。
